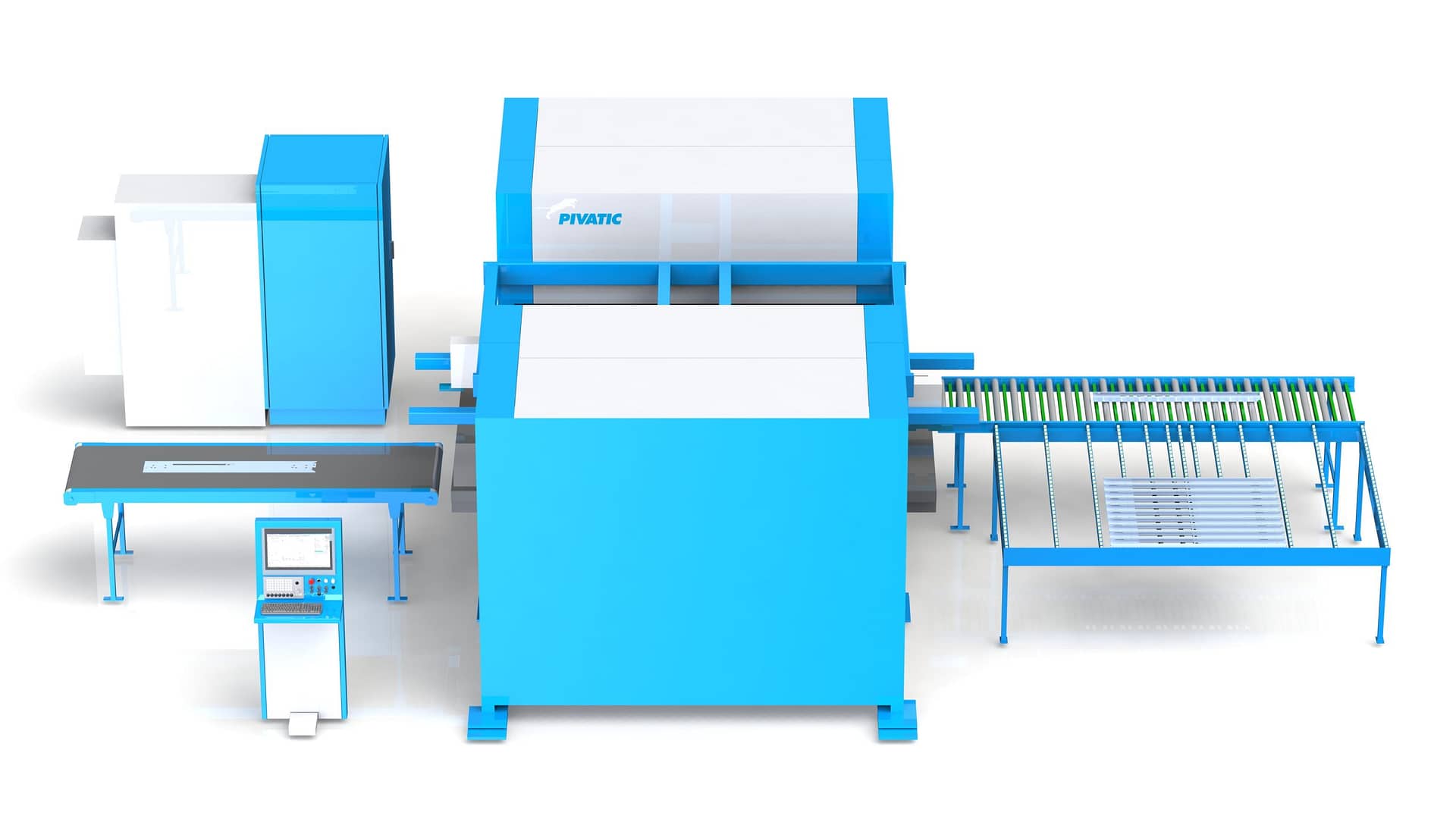
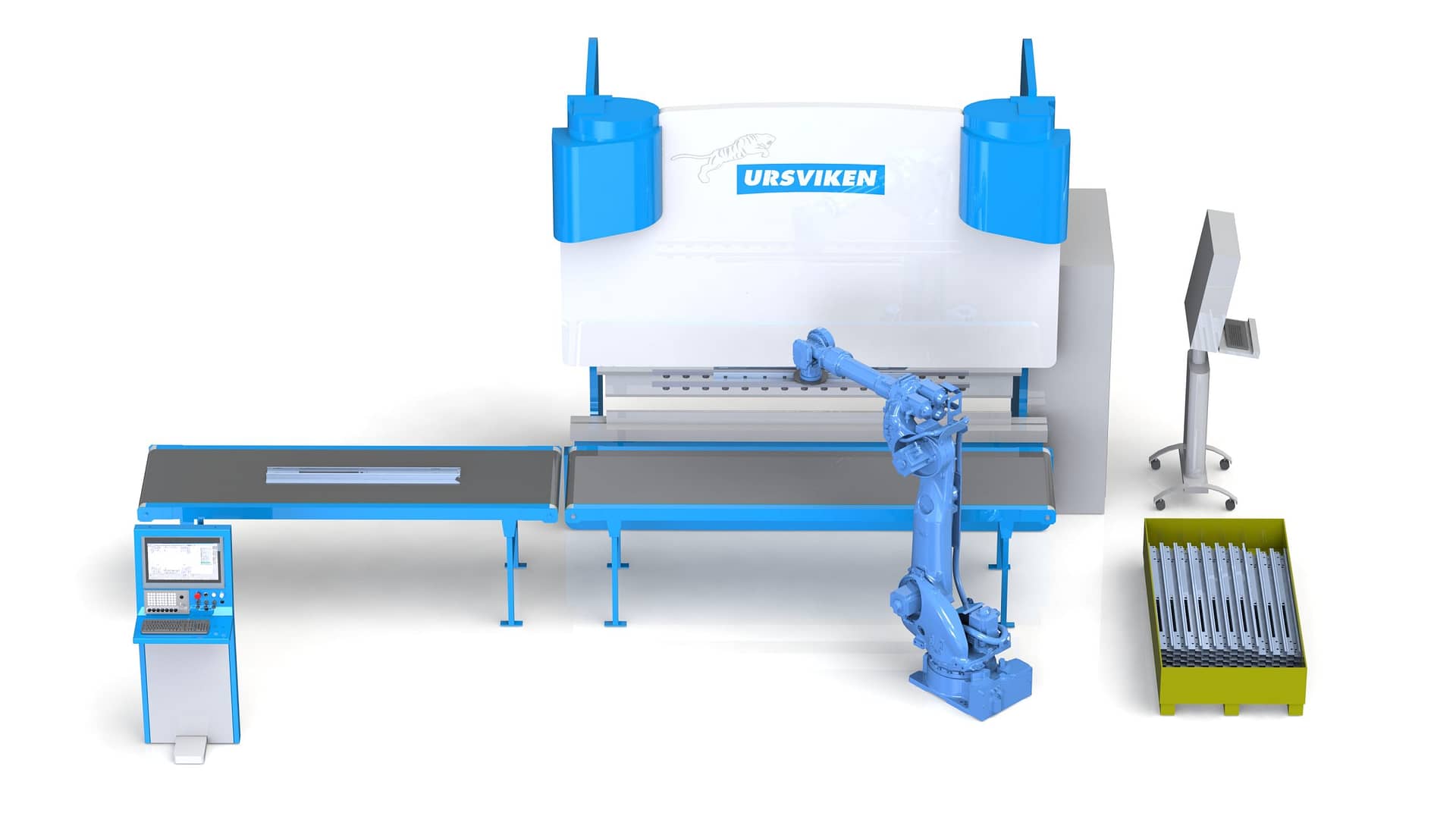
Punching and Bending
The challenges in steel door punching are tackled with Pivatic coil punching and blank punching solutions. Both solutions utilize a flexible Thick Turret punching station that can be equipped with standard shape tooling, special tooling, or cluster tooling. With the left-handiness or right-handiness of the doors, several features such as holes for hinges will require mirrored punching patterns. This can be done with one indexing tool. To increase the production efficiency, you have an option to include an LT Large Tool station or a HT Press Tool station after the flexible Thick Turret station. The door plates can be flipped over after the punching process to get the punching burr on the right side of the part.


 Paneele
Paneele
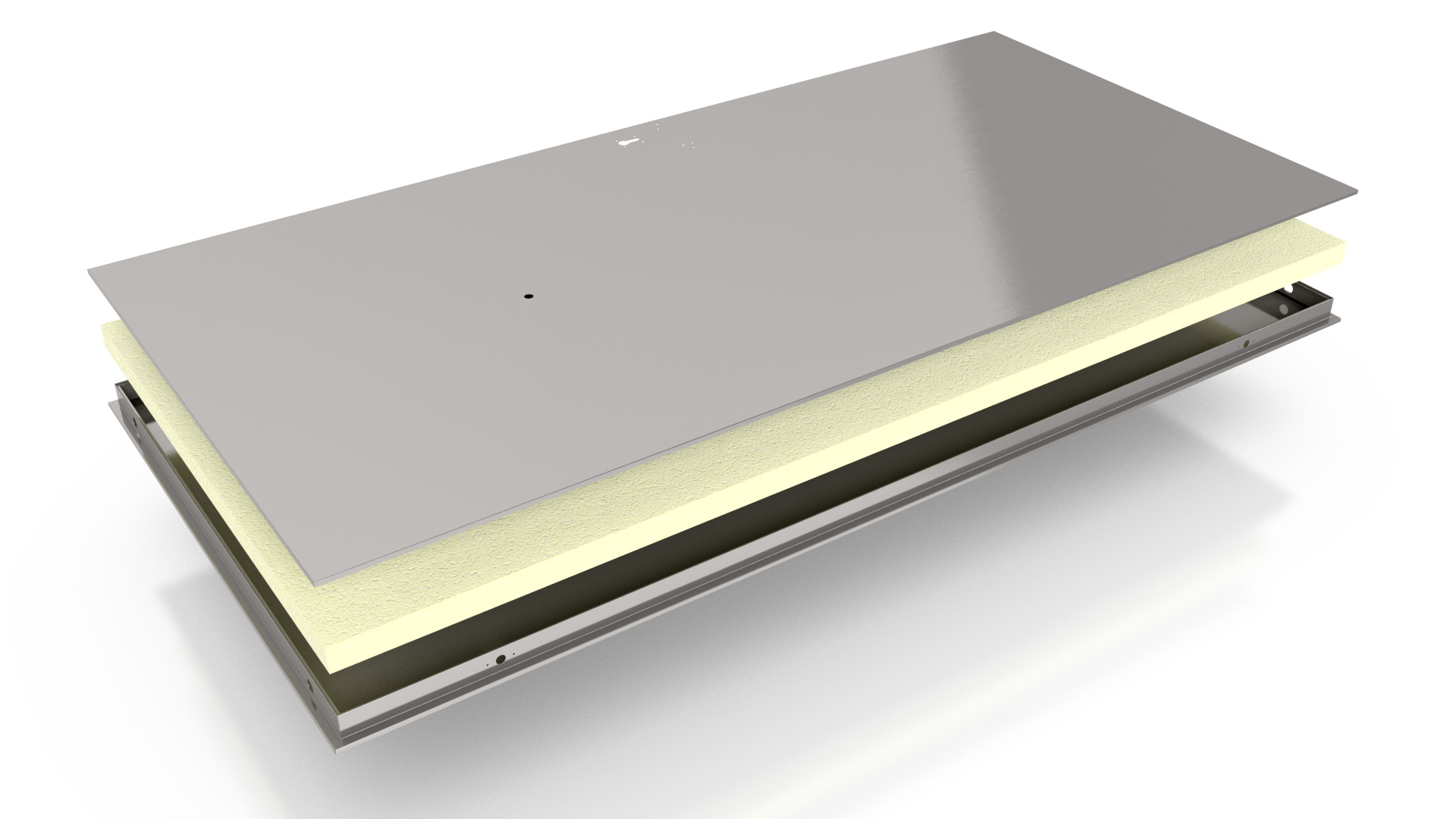
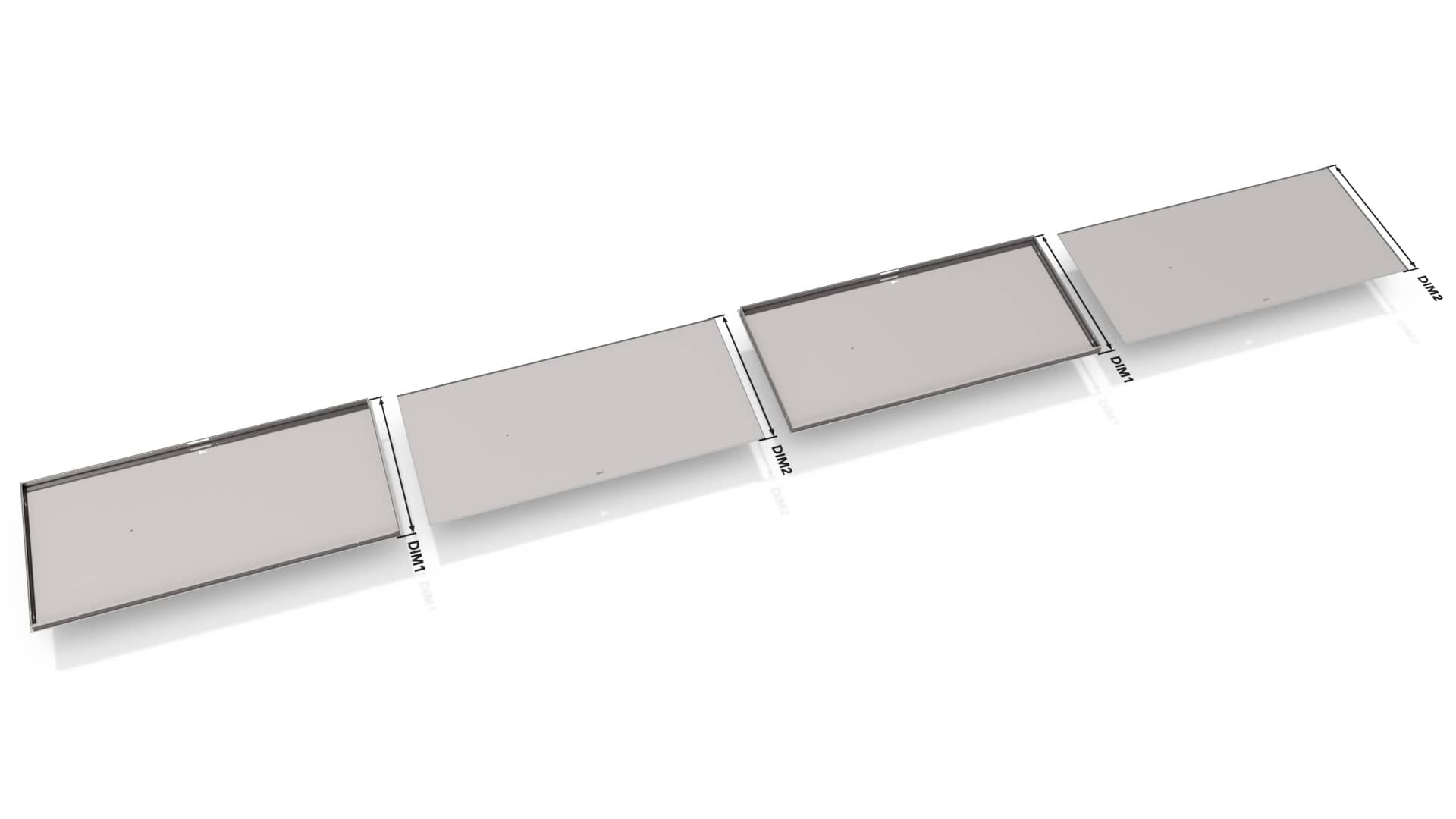
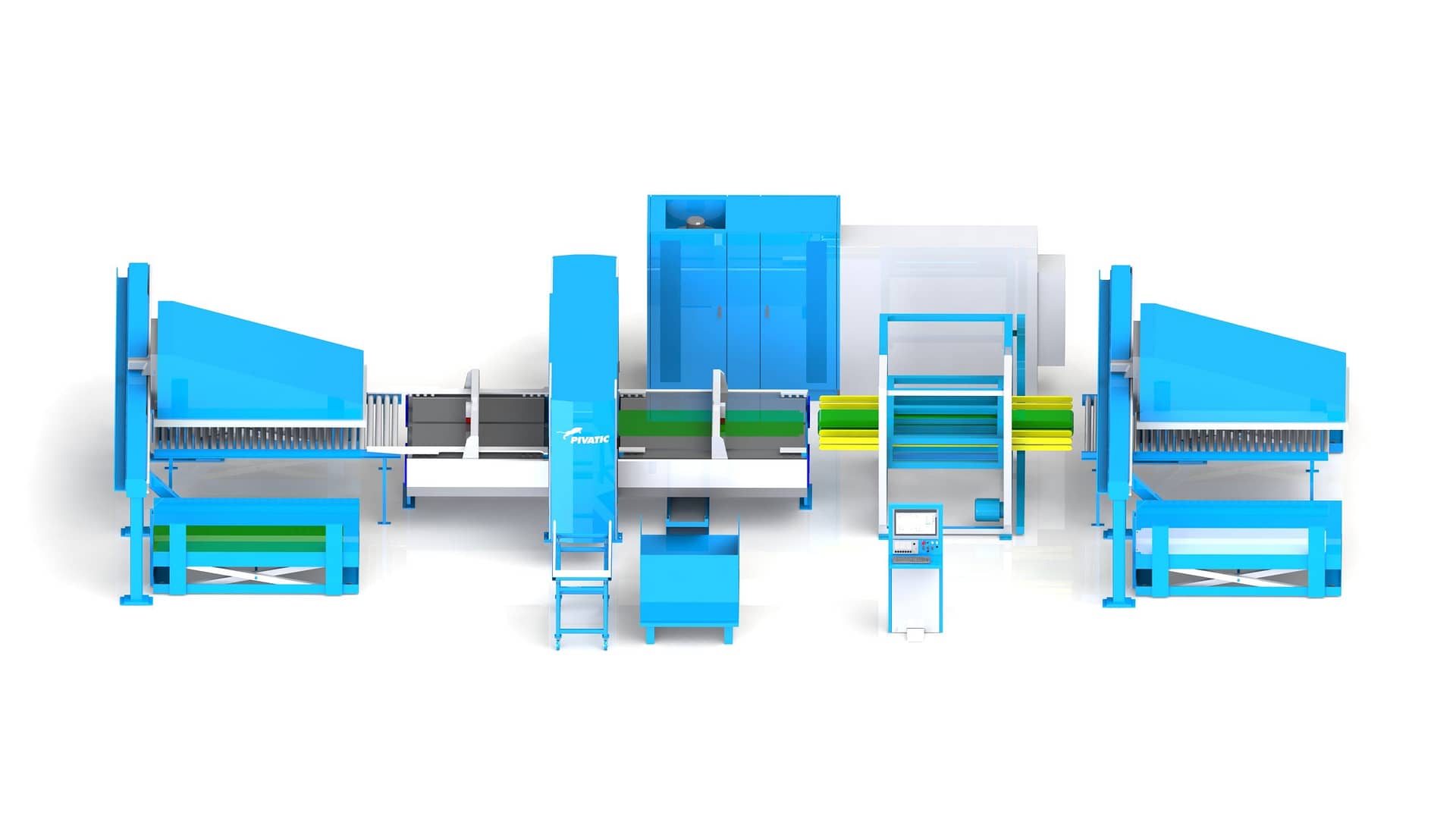
 Türen
Türen
 Aufzüge
Aufzüge