Bending Lines for Maximum Efficiency
Typical reasons for developing sheet metal bending processes are growing capacity needs, cost-efficiency in production, and quality requirements with strict tolerances. The starting point in a bending process is typically a press brake, roll former, or forming presses which all require operators to attend the machine, handle material, position work pieces, and unload the parts by hand. Cycle times, batch sizes, and set up times affect the cost a lot.
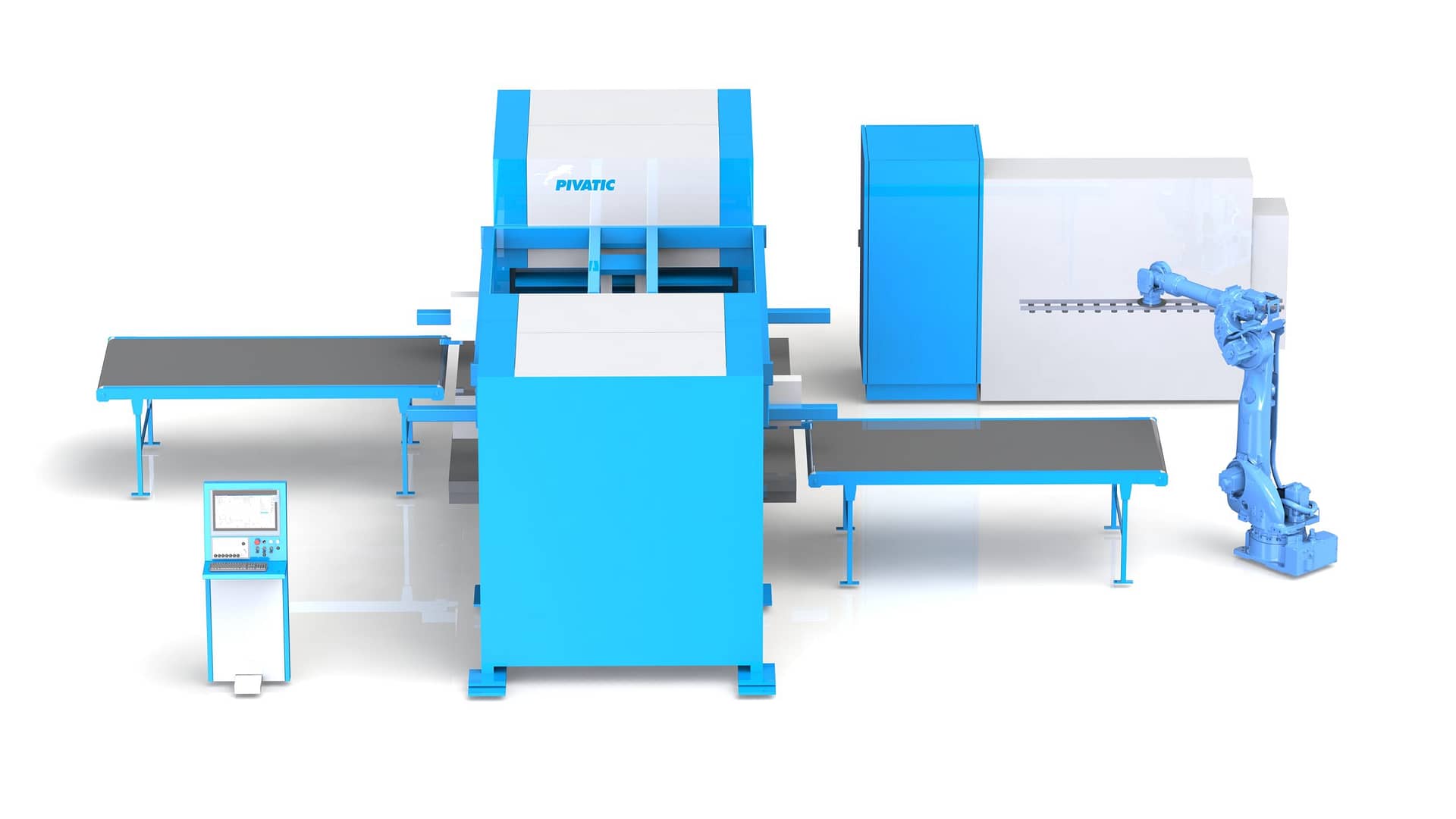
PivaBend sheet metal bending lines have a fully automatic process from start to end, equipped for Profile, Panel, or Casing manufacturing. The parts are bent efficiently and can also be fully processed into the desired product on a single line. Short part cycle times are achieved by simultaneously bending all sides of the workpiece. Different bending angles, both upwards and downwards, are performed by the same unit.
The programming system makes flexible production possible, whether for just a single part or for batches of thousands of parts. A PivaBend bending line can be integrated with a PivaPunch punching line providing even greater flexibility for maximum uninterrupted part production efficiency. Integrations with welding stations or clinching tab presses for example are possible.
Modular Line Concept
The types of bending methods utilized by PivaBend are suitable for use with materials with sensitive surfaces like pre-painted steel and aluminum. The material moves between stations and is clamped into place during the bending process while the folding tools follow the material without moving over the surface. This ensures a continuous production and no costly scratches or rejects.
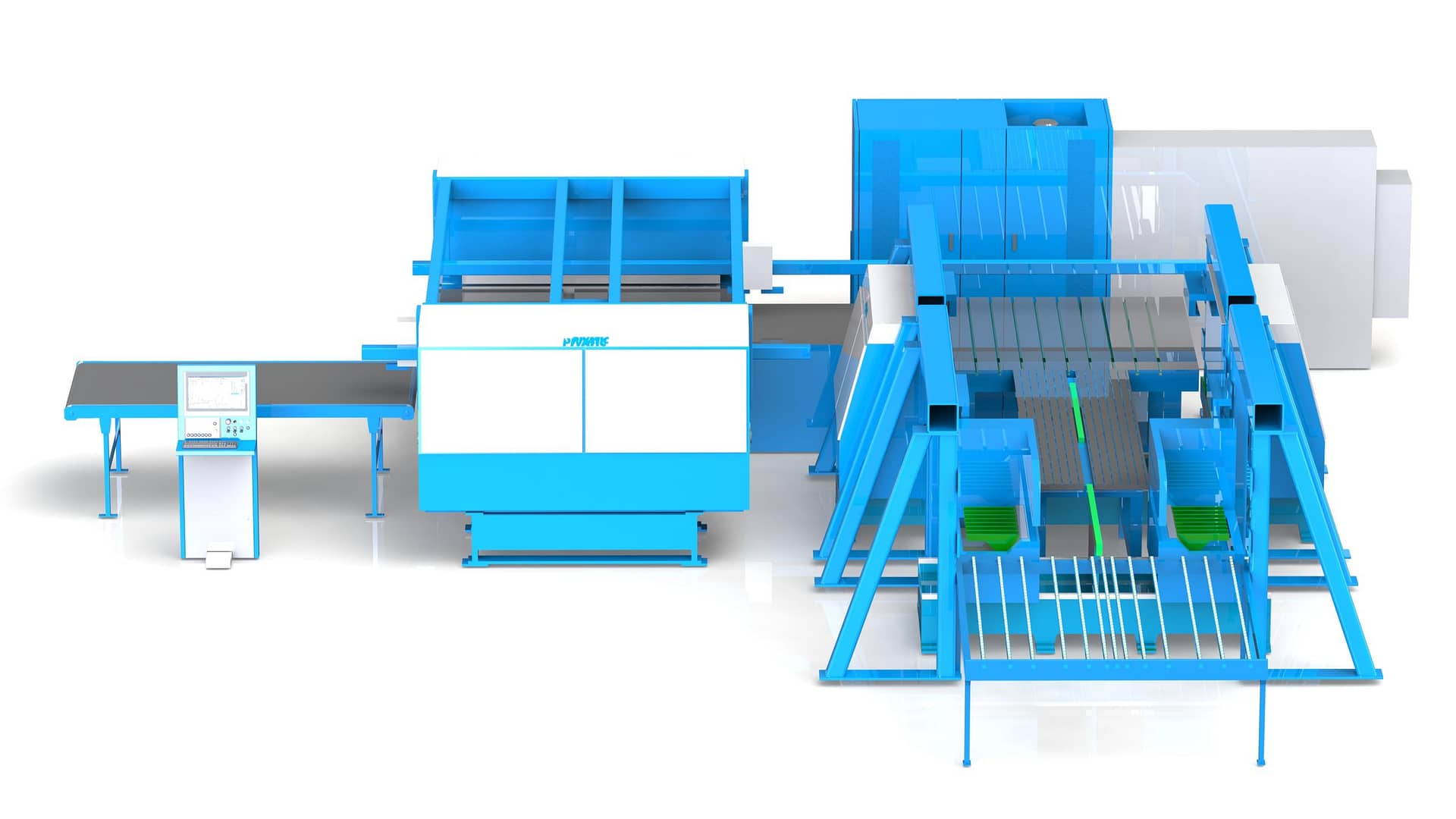
Punched blanks are either transported from a PivaPunch center or loaded from pallets.
Bent parts are discharged either by hand, using a robot for palletizing, or transported straight to a welding cell or assembling line.
The multi-station solutions are designed either in straight line or at an angle, depending on the factory layout.
Bending Lines for Profiles
PivaBend for Profiles is the starting point for any PivaBend solution. The feeding of punched blanks to the system can be done via a conveyor, de-stacking from a blank storage, or directly from a PivaPunch process. The fed blanks can be turned upside down prior to bending with a turning drum to have the burr inside of the bent profile.
The long side bending can be done with PivaBend FLN, PivaBend FLW or a PivaBend FLN-MPB benders. The benders are chosen according to the material type, part size and production efficiency requirements. In one continuous process, both sides of a profile are bent simultaneously, leading into a superior cycle time as low as 5 seconds per Profile. The work pieces are transported and positioned through the bending process by CNC gripper feeders.
After the bending is done, Profiles are discharged from the process by hand, a robot, or fed directly to a follow-up process.